 |
|
|
Швидкий попередній вибір зварювальних матеріалів для зносостійкого наплавлення
В даний час різними підприємствами - виготовлювачами розроблена дуже велика кількість наплавочних матеріалів. Природно, швидкий і правильний вибір їх представляє певні труднощі. Нижче показана методика швидкого попереднього вибору зносостійких сплавів на основі заліза (нікелеві і кобальтові сплави тут не розглядаються) на прикладі наплавочних матеріалів компанії LINCOLN ELECTRIC.
Фахівці Відділу нержавіючих сталей і легованих сплавів компанії LINCOLN ELECTRIC розробили Діаграму застосування наплавочних матеріалів, за якою їх можна легко і швидко вибрати. Спрощений її варіант наведено на малюнку нижче.
По осі Х діаграми відкладено сумарний зміст всіх легуючих елементів (хрому, кремнію, марганцю, нікелю, ніобію, молібдену, вольфраму, ванадію, титану) в наплавленому металі, а по осі Y - вміст вуглецю (у відсотках). На діаграмі вказані області існування сплавів, стійких до різних видів зносу:
I - матеріали, що протистоять абразивному зносу;
II - матеріали, що протистоять абразивно - ударному зносу;
III - матеріали, що протистоять ударному зносу;
IV - матеріали, що протистоять зносу типу «метал по металу» при терті кочення і ковзання.
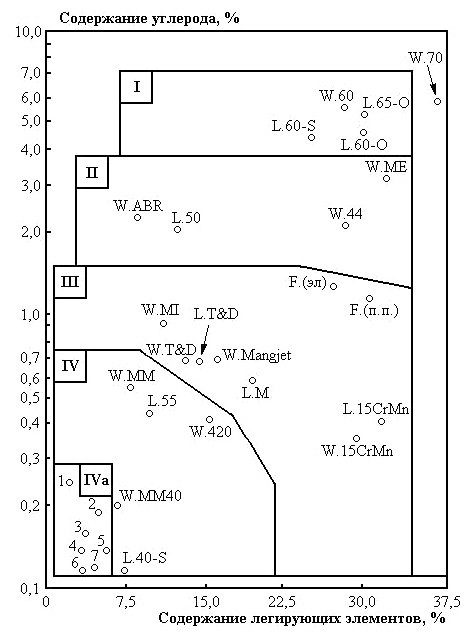 Діаграма застосування наплавочних матеріалів компанії Lincoln Electric |
В області IV відзначено ділянку IVa. Матеріали, що потрапили за складом в цю ділянку, в основному застосовуються для добудови, а для утворення поверхневого шару - тільки в тому випадку, якщо відомо, що виріб буде піддаватися неінтенсивниму зносу. На цій ділянці матеріали позначені цифрами:
1 - Lincore BU;
2 - Lincore 35-S;
3 - Wearshield BU-30;
4 - Wearshield BU;
5 - Lincore 33;
6 - Lincore 30-S;
7 - Lincore 32-S.
Решта матеріали в областях NN I - IV позначені таким чином. Для штучних електродів слово «Wearshield» замінено буквою W, для порошкових дротів слово «Lincore» - буквою L. Електроди FrogMang позначені F (ел.), А порошковий дріт Frogmang - F (п.п.).
Традиційно вважається, що максимальний вміст легуючих елементів в металі не перевищує 34% (про це свідчить і діаграма). Цей показник у електрода Wearshield 70 перевищує 34% (дорівнює 36,5%), тому електрод Wearshield 70 дає метал з чудовими експлуатаційними властивостями, що зберігаються при високих температурах.
Матеріали області II можна в якійсь мірі вважати універсальними. З порівняння становища на діаграмі електродів Wearshield ME і Wearshield 44 випливає, що перший з них (що містить більше вуглецю) краще протистоїть абразивно-ударному зносу, а другий - ударно-абразивному. Електрод Wearshield ABR і порошковий дріт Lincore 50 дають метал з відносно малим вмістом легуючих елементів. З цієї причини вони дешевше багатьох інших наплавочних матеріалів. Наголошується, що електрод Wearshield ABR через універсальність і відносної дешевизни знаходить найбільше застосування з усіх електродів серії Wearshield.
Електрод Wearshield T & D і порошковий дріт Lincore T & D дають при наплавленні т. н. інструментальну сталь. Оскільки їх склади знаходяться практично на кордоні областей III і IV, вони теж певною мірою універсальні, т. е. В рівній мірі добре протистоять зносу типу «метал по металу» і ударному зносу. Основна область їх застосування - наплавка на штамповий інструмент.
