 |
|
|
|
|
БЫСТРЫЙ ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ
В настоящее время различными предприятиями – изготовителями разработано очень большое количество наплавочных материалов. Естественно, скорый и правильный выбор их представляет определенные трудности. Ниже показана методика быстрого предварительного выбора износостойких сплавов на основе железа (никелевые и кобальтовые сплавы здесь не рассматриваются) на примере наплавочных материалов компании LINCOLN ELECTRIC.
Специалисты Отдела нержавеющих сталей и легированных сплавов компании LINCOLN ELECTRIC разработали Диаграмму применения наплавочных материалов, по которой их можно легко и быстро выбрать. Упрощенный ее вариант приведен на рисунке ниже.
По оси Х диаграммы отложено суммарное содержание всех легирующих элементов (хрома, кремния, марганца, никеля, ниобия, молибдена, вольфрама, ванадия, титана) в наплавленном металле, а по оси Y – содержание углерода (в процентах). На диаграмме указаны области существования сплавов, стойких к различным видам износа:
I – материалы, противостоящие абразивному износу;
II - материалы, противостоящие абразивно – ударному износу;
III - материалы, противостоящие ударному износу;
IV - материалы, противостоящие износу типа «металл по металлу» при трении качения и скольжения.
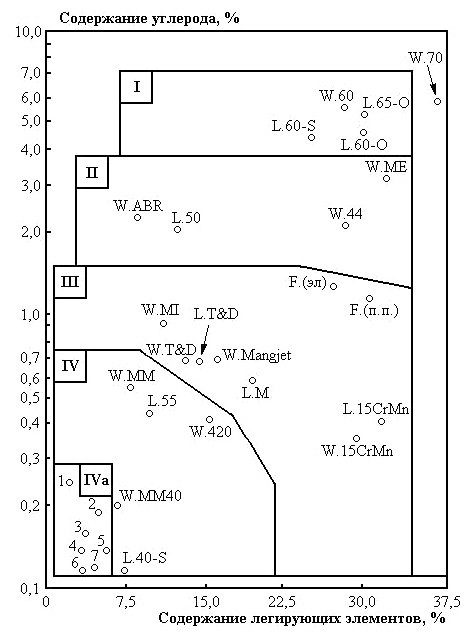 Диаграмма применения наплавочных материалов компании Lincoln Electric |
В области IV отмечен участок IVa. Материалы, попавшие по составу в этот участок, в основном применяются для достройки, а для образования поверхностного слоя – только в том случае, если известно, что изделие будет подвергаться неинтенсивному износу. На этом участке материалы обозначены цифрами:
1 - Lincore BU;
2 - Lincore 35-S;
3 - Wearshield BU-30;
4 - Wearshield BU;
5 - Lincore 33;
6 - Lincore 30-S;
7 - Lincore 32-S.
Остальные материалы в областях NN I – IV обозначены следующим образом. Для штучных электродов слово «Wearshield» заменено буквой W, для порошковых проволок слово «Lincore» - буквой L. Электроды FrogMang обозначены F(эл.), а порошковая проволока Frogmang – F(п.п.).
Традиционно считается, что максимальное содержание легирующих элементов в металле не превышает 34 % (об этом свидетельствует и диаграмма). Этот показатель у электрода Wearshield 70 превышает 34 % (равен 36,5 %), поэтому электрод Wearshield 70 дает металл с превосходными эксплуатационными свойствами, сохраняющимися при высоких температурах.
Материалы области II можно в какой-то мере считать универсальными. Из сравнения положения на диаграмме электродов Wearshield ME и Wearshield 44 следует, что первый из них (содержащий больше углерода) лучше противостоит абразивно-ударному износу, а второй – ударно-абразивному. Электрод Wearshield ABR и порошковая проволока Lincore 50 дают металл с относительно малым содержанием легирующих элементов. По этой причине они дешевле многих других наплавочных материалов. Отмечается, что электрод Wearshield ABR из-за универсальности и относительной дешевизны находит наибольшее применение из всех электродов серии Wearshield.
Электрод Wearshield T&D и порошковая проволока Lincore T&D дают при наплавке т. н. инструментальную сталь. Поскольку их составы находятся практически на границе областей III и IV, они тоже в определенной степени универсальны, т. е. в равной мере хорошо противостоят износу типа «металл по металлу» и ударному износу. Основная область их применения – наплавка на штамповый инструмент.
